Description:
Getting the perfect first layer is key to achieving the perfect 3D print. This guide will go over some of the important points on how to slice and prepare your large or small 3D print so your first layer comes out perfectly smooth and clean.
Difficulty Level:
Beginner
Why is the First Layer So Important?

Not only does it look great but it's setting the stage for the rest of the layers that then sit on top of it. If you have a poor or sloppy first layer there is a good chance that those imperfections will echo through each layer that sits on top of it. It's key for those toolpaths to be smooth and evenly spaced.

Big flat prints with larger the surface areas are much more susceptible to curling and warping, so making sure that first layer is really stuck to the bed will drastically increase the success rate of your prints.
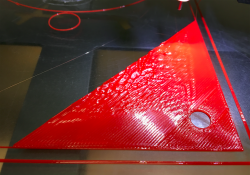
Last but not least, the first layer is key for aesthetics and surface finish! When your first layer goes down poorly, it's noticeable... Very noticeable.
A bad first layer can be a major bottleneck when it comes to the aesthetics of a print. When you get that first layer to lay down smoothly and perfectly it can easily be the smoothest and most clean face of the whole model.
It's fairly common practice to place the most aesthetically important surface face down on the bed to achieve a smooth and sometimes glossy (if printing on glass) surface finish.
Slicer Settings
There are some basic settings in Simplify3D that can help you on your journey to achieving the perfect first layer. Most of these settings can be found in your slicer of choice, but for this tutorial, we are going to be working with Simplify 3D.
Extruder Settings
- Nozzle Diameter
- Extrusion Multiplier
- Extrusion Width
Layer Settings
- First Layer Height and First Layer Width
- First Layer Speed
Nozzle Temperature
All you do is create a set point for the first layer 5-10 degrees higher than your desired print temp than creating a second set point for layer 2 at the original temperature you want the rest of your layers to print at. It's not necessary but it can help in many different situations.
Printing
Now that you have your model sliced the only thing left to do is print! This section will go over the important last steps you need to take once the gcode is loaded in the printer.
Bed Leveling
Although it should do this automatically for you if you are using a gMax printer this is a crucial step for any print on any printer. Bed leveling allows the printer to map out the bed of your printer so your nozzle is at the same height no matter where it is on the print bed. This means that your nozzle will extrude material evenly whether your printing in the middle of the bed or the back corner. A bed that is not properly leveled can cause many problems so it's always good to double check.
Z-Axis Baby Stepping
Babystepping is the final step you should take for getting the perfect first layer. This is only done right after you press print. Z-axis Baby Stepping is micro adjustments of the nozzle (up and down) once the print has started (or is just about to start) so you can fine tune down to the thousandth of a millimeter exactly how far your nozzle is from the print surface. This value is not permanent and returns to 0.000mm as soon as a new print starts.
- Adjusting the value to a negative such as -0.150 will bring the nozzle closer to the bed and increase the extrusion width.
- Adjusting the value to a positive such as 0.060 will bring the nozzle farther away and thin out the extrusion width.
The picture below shows three situations you can run into while printing and you'll have to adjust you Z Baby Stepping accordingly.
- When the nozzle is too low (LEFT) it can scrape on the bed and cause damage to the bed as well as clog your hotend.
- When the nozzle is too high (RIGHT) the extruded material won't stick to the bed or will print above the actual build surface.
- When the nozzle is just right (CENTER) a thin slightly flattened bead of material will be extruded from the hot end sticking to the build surface.
Conclusion
For any questions, myself, the rest of the gCreate team and our awesome gMax community can help you out!
Happy Printing!,
Jesse L.

gCreate Print Service Team
Attachments
-
 158.9 KB Views: 2,179
158.9 KB Views: 2,179
Last edited by a moderator: