I've been having some trouble lately with my GMax 2. I'm using Simplify3D for slicing, and My settings are pretty close to the original defaults (details further down). To put it simply, I'm getting very messy prints and we can't seem to get them under control.
I'm wondering if it may be related to our thermistors? A while back, we had a print go really obnoxiously bad and it severed one of the thermistor wire pairs, and caused a pretty bad insulation strip on the other pair. I replaced both with sensors bought from the GCreate Store. Since then, we've mostly done single-filament prints, and they seemed OK. Only recently I started needing to do dual filament prints again (both are PLA) and I'm noticing a large amount of ooze. Perhaps I didn't replace them correctly? The old thermistors simply slid out after loosening the set screw. It doesn't seem like thermal paste or anything was used with them, as far as I can tell. Is there a calibration that needs to be run after replacement?
Recently (post-thermistor change), we did a temperature tower to check settings, and the 190-200 degree range was the sweet spot for our single-filament PLA prints.
We also recently changed one nozzle from .5mm to .4mm, though both nozzles are showing the issue.
I've attached photos of some test prints I've been running, some with ooze shield, some without. It's a series of cubes with some odd arrangements for coaxing the dual extruder to make a mess.
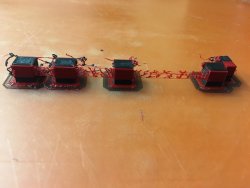
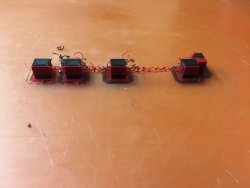
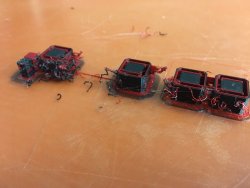
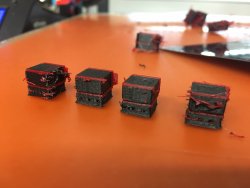
As you can see, the ooze shield blocks quite a bit, but it ain't pretty. I've never seen the printer get that kind of mess on the priming towers before.
Here Simplify3d Settings listed below. Not all of the above photos use the same settings... but the difference between them is mostly indiscernible. Certainly, the ooze shield helps, but the problem is great enough that it isn't enough. We had much cleaner dual-PLA prints in the past, so I'm trying to figure out what can be done.
Temperature (Both tools): 190 degrees (default 200)
Nozzles: .5mm (Left) .4mm (Right) both with/ Extrusion Multiplier 0.95 (default)
Retraction: 2mm (Both nozzles, originally 1mm)
Retraction Vertical lift: .2mm (default is 0)
Coasting: Enabled @ .65mm for both (off in default profile)
Wiping: Enabled @ 3mm for both (off in default profile)
Tool Change Script Modification: Attempted lowering the not-in-use tool temperature to 150, no effect.
Tool Change Retraction: 8mm (default, hesitant to mess with this after reading E3D's recommended settings for the Chimera)
Retraction Speed (70mm/s) (On all retraction settings, left as default)
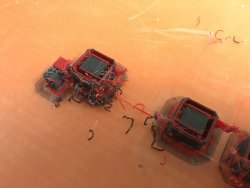
As a final attachment, here's the print head during a tool change, just before it goes out to print the next layer. It's hard to get angle, but the oozing is very evident.
I'm wondering if it may be related to our thermistors? A while back, we had a print go really obnoxiously bad and it severed one of the thermistor wire pairs, and caused a pretty bad insulation strip on the other pair. I replaced both with sensors bought from the GCreate Store. Since then, we've mostly done single-filament prints, and they seemed OK. Only recently I started needing to do dual filament prints again (both are PLA) and I'm noticing a large amount of ooze. Perhaps I didn't replace them correctly? The old thermistors simply slid out after loosening the set screw. It doesn't seem like thermal paste or anything was used with them, as far as I can tell. Is there a calibration that needs to be run after replacement?
Recently (post-thermistor change), we did a temperature tower to check settings, and the 190-200 degree range was the sweet spot for our single-filament PLA prints.
We also recently changed one nozzle from .5mm to .4mm, though both nozzles are showing the issue.
I've attached photos of some test prints I've been running, some with ooze shield, some without. It's a series of cubes with some odd arrangements for coaxing the dual extruder to make a mess.
As you can see, the ooze shield blocks quite a bit, but it ain't pretty. I've never seen the printer get that kind of mess on the priming towers before.
Here Simplify3d Settings listed below. Not all of the above photos use the same settings... but the difference between them is mostly indiscernible. Certainly, the ooze shield helps, but the problem is great enough that it isn't enough. We had much cleaner dual-PLA prints in the past, so I'm trying to figure out what can be done.
Temperature (Both tools): 190 degrees (default 200)
Nozzles: .5mm (Left) .4mm (Right) both with/ Extrusion Multiplier 0.95 (default)
Retraction: 2mm (Both nozzles, originally 1mm)
Retraction Vertical lift: .2mm (default is 0)
Coasting: Enabled @ .65mm for both (off in default profile)
Wiping: Enabled @ 3mm for both (off in default profile)
Tool Change Script Modification: Attempted lowering the not-in-use tool temperature to 150, no effect.
Tool Change Retraction: 8mm (default, hesitant to mess with this after reading E3D's recommended settings for the Chimera)
Retraction Speed (70mm/s) (On all retraction settings, left as default)
As a final attachment, here's the print head during a tool change, just before it goes out to print the next layer. It's hard to get angle, but the oozing is very evident.
Attachments
-
 515.9 KB Views: 7
515.9 KB Views: 7